
Heavy Equipment Handling – Industrial Internet of Things Sensors, Data and Predictive Maintenance
Company: Handling Specialty
Funder: NSERC

Mohawk’s Sensor Systems and Internet of Things (IoT) Lab helps Canadian companies become more effective in their adoption of IoT for industrial use (IIoT). The research team supports the adoption of IIoT technologies through the development of proof-of-concept and prototype systems in collaboration with industrial partners.
The lab was established by Mohawk’s Industrial Research Chair for Industrial Internet of Things (IIoT) Applications, with the support of industry partners such as CareGo, TruckSail, Merq, Brigade Electronics Inc, IBM, MTech Hub, IoT Foundry and Siemens Canada.

Project Summary
Mohawk Project Team: Dr. Esteve Hassan, Jason Masters (student), Sepehr Heydarian (student), Brandon Jeong (graduate), Rachael Inyang (student), Ivan Bauer (student) and Julie Florio (project management)
Handling Specialty Project Team: Thomas Beach (Head), Shannon Clinton, David Dander, Rene Ramirez, Chris Negus, Joshua Murrell, Bob Blais, Blake Halladay, and Nathan Field
Handling Specialty asked the applied research team at Mohawk College's Sensor Systems and Internet of Things (IoT) Lab to develop a proof-of-concept that would show how Industrial Internet of Things (IIoT) sensor platforms could be used to monitor key equipment parameters. The IIoT sensors would be connected to an online dashboard that would notify Handling Specialty and its clients when issues are anticipated, allowing for the timely scheduling of preventative maintenance.
The research team developed and tested IIoT sensor packages, created software that would collect the sensor data, analyzed the data to provide actionable information, and developed predictive analytics using machine learning. The completed proof of concept integrates IIoT, Machine Learning, and data management technologies into a valuable predictive maintenance monitoring system for Handling Specialty.
Industry Challenge
The reliability of heavy equipment can play a key role in minimizing production delays. Unexpected maintenance can have a serious impact on operations and manufacturing capacity. Smart technology allows for better monitoring of equipment with research showing that predictive maintenance can reduce overall maintenance costs by up to 30% and eliminate breakdowns up to 70%.
About Handling Specialty
Handling Specialty is an Ontario-based manufacturer that designs, manufactures, and provides support for material handling heavy equipment such as lifting, tilting, rotating, and traversing equipment. Established in 1963, Handling Specialty works with companies operating in the transportation, advanced manufacturing, aerospace and defense, automotive, energy, entertainment, process industries.
Phase 1: System Architecture and Equipment Setup
Real-time vibration sensors, when installed on heavy equipment, play a key role in monitoring maintenance issues. The Handling Speciality system architecture contains the vibration and temperature sensors from National Control Devices (NCD), MQTT gateway, Linux server, database, and webserver.
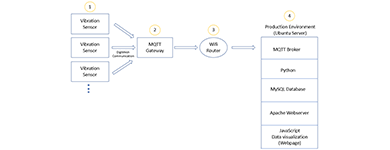
Vibration Case Setup
The Vibration sensors use the LMS9DS1 inertial module from ST Microelectronics to provide acceleration data (in mg) along the X, Y, and Z-axis. The data provided includes RMS, maximum, and minimum for each of the axes. The communication from the sensor to the MQTT gateway, which then passes the data in JSON format to the Linux server through WiFi. The Linux server receives the MQTT data through an MQTT broker and the data is loaded through a Python script to the database.

Sensor and Gateway Testing
The sensors will record vibration data for its usefulness in monitoring equipment health. Vibration sensors were installed on an electrically powered scissor lift provided by Handling Specialty. After confirming the lift was in good working order, the vibration sensors were placed in 14 different locations on the lift. During the testing, data was collected for up 30 minutes while the lift was in motion. The data was time-stamped to track analytics for short and long-term changes over time in equipment health.

Baseline Testing
The initial data collected during the vibration and gateway testing established the normal functioning parameters of the test equipment. To validate the data collected, two parameters were considered in performing the testing: 1) Multiple-sensor nodes on the spot and 2) Changing sensor orientation. The baseline data will be used to create warnings for anomalous data that represents equipment deterioration and potential for failure.

Faulty Data Collection
In order to mimic the behavior of a malfunctioning piece of equipment, the research team worked with Handling Specialty to swap out the functioning parts on the scissor lift with end-of-life parts. The research team once again tested the parts, using the vibration sensors to collect further data on the equipment's performance. The data from healthy and faulty scenarios were used to establish the acceptable baseline values for the Machine Learning algorithm.

Dashboard Visualization
To provide an at-a-glance status of all IIoT-enabled machines, the research team implemented a web-based graphical dashboard that linked to the IIoT Sensor Platform. The dashboard, programmed in Javascript, periodically pulls sensor data from the database in the platform and then displays it on an easy-to-access webpage. Machine operators can see both historical sensor data and also review new data or the "Machine State" for each piece of equipment that is being tracked.
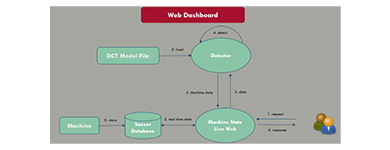
Machine Learning for Fault Detection
A Machine Learning algorithm that allows for the predictive monitoring of equipment faults. The prediction service replies on a decision tree that has learned simple decision rules based on the previously collected data. A detector module also pulls real-time sensor data every second and reports the results to the dashboard. Machine operators can check the status of each machine and plan for any needed maintenance work and equipment downtime.